
耐水型可再分散乳胶粉的研究
北京弗特恩科技有限公司研发
0、前言
由于人口的剧增和世界经济的迅速发展,人类生活和工作办公条件的改进,都使得能源消耗持续猛增。为此,发展低碳经济、推进节能减排工作,拥有很大的发展空间。
对于建筑行业,大力推广节能型建筑材料,发展预拌砂浆产业是实现经济发展和资源保护双赢的必然选择。目前,预拌砂浆在我国仍处于普及的初级阶段。据不完全统计,2010年我国预拌砂浆生产厂家达5000余家,设计生产能力为5000多万吨,实际生产产量2000万吨,产能比例为40%,占全球产量的13%。
作为预拌砂浆中主要添加剂可再分散胶粉,随着预拌砂浆的发展已得到广大用户的认可,同时,人们对其性能的优化、品种的多样化提出了新的要求。如耐水性提高,与XPS板具有高强度粘接力等等。
可再分散乳胶粉是由聚合物乳液通过加入其它物质改性,经喷雾干燥而成,以水作为分散介质可再形成乳液的聚合物粉末。可再分散乳胶粉与水混合再乳化后,具有与原乳液相同的性质,即水分蒸发后形成膜,这种膜具有一定的柔韧性、耐侯性、防水性、变形适应性以及对各种基材(水泥基层、聚苯乙烯泡沫板等)的粘结作性能较高。实践证明:通过使用可再分散乳胶粉,可改进材料多种性能(如提高粘结力、提高内聚力、改进施工性等)。可再分散乳胶粉与无机胶凝材料混合使用后,改进了砂浆的微观结构,使无机胶凝材料—胶粉形成一个互穿网络的理想胶凝体系,各成分带入其自身性能并且优势互补,共同构成了任向一种胶凝材料单独使用无法匹配的性能[1]。因此在水泥基、石膏基建筑材料中得到了广泛的应用,尤其在建筑节能推行的外墙外保温系统中得到了认可与推广。但是,从许多应用工程来看,一定量的胶粉加入砂浆后有效减少了水泥基体中微裂纹或微观缺陷的数量,减少微裂纹和微缺陷的尺寸,但对耐水性能的提高作用甚微。特别是在对EPS板耐水粘结强度、砂浆吸水量降低等方面,往往难以达到JG149-2004等标准要求。
我们经过为期3年的深入研究,得出胶粉耐水性差主要原因是母液本身疏水性差,而母液改性应从保护胶体方面入手研究。确定研发方向后,我们进行了如下工作:
1、实验部分
1.1试验原料
B4(保护胶体)、A3(特殊保护胶体)、VAC、工业品
C4工业级、进口
引发剂1#、2#,市售
NaHCO3工业级中山化工厂
抗结块剂工业级焦作市科邦精细材料有限公司
1.2试验仪器
|
仪器 |
生产单位 |
|
粒径分布仪 (BT9001) |
丹东百特仪器有限公司 |
|
电子多功能拉力试验机(CMT5204) |
天水三思技术有限公司 |
|
电子天平 (0.0001g) |
上海仪器厂 |
|
PM喷雾干燥塔 ( GEA-3.8) |
丹麦尼鲁公司 |
|
位相差量微镜 (COVER-18) |
奥林巴斯 |
|
旋转粘度计 ( NDJ-1) |
上海天平仪器厂 |
|
远红外水份测定仪 (HB43-S) |
梅特勒---托力多 |
1.3样品制备
共聚乳液配方如表1所示
表1母液配方
|
|
原材料 |
W(原材料)% |
原材料 |
W(原材料)% |
|
母液1 |
用保护胶体B4 |
8.0 |
引发剂1#、2# |
2.5 |
|
母液2 |
用保护胶体A3 |
8.0 |
NaHCO3 |
0.5 |
|
VAC |
76.0 |
水 |
100.0 |
|
|
C4 |
20.0 |
|
|
1.3.1母液制备
现将保护胶体溶解在95℃去离子水中,搅拌30min,68℃时加入核单体(1/2VAC)和全部调节剂,搅拌30min,然后加入1/2引发剂溶液,反应30mm用氨水PH值,调节溶液温度75℃,待回流现象不明显时,滴加全部(1/2VAC\C4和1/2引发剂水溶液,2-4h滴毕)。降温4h,调节PH中性。
1.3.2喷雾液调配及喷粉
将一定浓度PVA水溶液与母液1、母液2按一定比例混合再一起,搅拌15-30mm,调配成150-160cp喷雾液1、喷雾液2。
按规定喷粉工艺参数喷雾干燥,按比例混合抗结块剂得样品1、样品2。
1.4测试与表征
1、母液粘度采用旋转粘度计进行测定(测试温度为25℃)。
2、再分散后残留物;
取1000ml烧杯2个,样品1、2各10g,将样品1、2按照胶粉:水=1:1配制成乳液,然后用200目金属网将其过滤,把过滤残留物在105℃温度下干燥4h,称重,其重量为A,按如下的公式计算残留物的量。
200目残留物量%=A/10×100/100
3、再分散成膜特性
样品1、2按照胶粉:水=1:1配制成乳液,将其分别刮于玻璃板上,然后再20℃、65%条件下干燥,对成膜进行耐水性和力学性能测试(每个膜放入23℃水中浸泡1d,取出在23℃±2℃,湿度65±10%条件下放置1d)。
4、砂浆吸水量
按JG/149-2004制备样品1、2吸水量试块进行吸水量对比测试(配比:PO42.5450±2gISO标准砂135±50g样品1/样品245±0.5g自来水150±5g)。
2、结果与讨论
2.1A3含量对母液性能影响
A3含量不同,对母液聚合过程会产生影响,从而影响母液的性能.表1是不同A3含量的终产品主要物理性能参数
表2A3含量对母液对表观物理性能的影响
|
A3加入量% |
固含量% |
黏度CP |
乳液表观 |
|
3 |
47.1 |
1550 |
乳白色胶液,有少量凝聚物 |
|
5 |
46.9 |
1880 |
乳白色胶液,极少量凝聚物 |
|
8 |
47.0 |
2200 |
乳白色胶液,无凝聚物 |
|
10 |
47.6 |
3000 |
乳白色胶液, 有少量凝聚物 |
由表2试验结果可以看出,母液反应体系中A3加入量过少或过多均会造成凝聚物的出现,且随着A3加入量的增加,母液的粘度是不断增大的.
2.2再分散后残留物及再乳化性对比
表2残留物量对比
|
样品编号 |
200目残留物量% |
|
1 |
0.10 |
|
2 |
0.22 |
图1再乳化后位相差显微镜照片
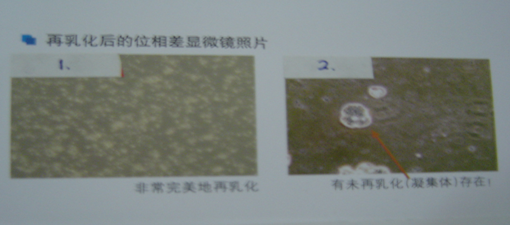
从表2和图1对比中可以看出样品1有非常优越的再乳化性,这样为提高砂浆各项相关性能提供了必要条件[2]。
2.3成膜特性
表3成膜特性对比
|
编号 |
干态 |
湿态 |
吸水率% |
溶出率% |
||
|
|
拉伸强度kg/cm2 |
伸长率% |
拉伸强度kg/cm2 |
伸长率% |
|
|
|
1 |
28.11 |
315.84 |
3.61 |
109.2 |
60.5 |
23.1 |
|
2 |
22.02 |
253.9 |
无法测量 |
无法测量 |
膜消失 |
100 |
从表3中可以明显看出,由于保护胶体A3作用使成膜力学性能大大提高,成膜的湿态力学性能也得到改观。
由于保护胶体A3的改性作用和可再分散乳胶粉其本身特性(再分散后乳液的性能还原性)使成膜性能的差异得以体现。
2.4制备成砂浆吸水量对比
表4吸水量对比
|
编号 |
吸水量/(g/m2) |
|
1 |
423 |
|
2 |
1189 |
|
|
|
从表4中可以得到样品1较样品2吸水量降低了64.4%,这是由于特殊保护胶体A3具有高度活性,在反应过程中除了具有保护胶体的稳定分散体系外,还会在母液的聚合过程中发生部分吸附,接枝到聚合物粒子的表面,高度活泼的反应基团易与其它基团发生化合反应,当聚合物粒子具有两个以上的此类反应基团时就会通过交联形成网状高聚物[3]。正是由于其密布的网络结构从而使母液具有一定的疏水效果,再加上可再分散性乳胶粉本身特性,使其在改性砂浆中的耐水改性作用得以充分体现。
3结论:
⑴用特殊保护胶体A3制备的可再分散乳胶粉具有非常优越的再乳化性,为提高砂浆性能提供了必要条。
⑵当加入特殊保护胶体A3制备的母液经喷雾干燥成粉后,再乳化成膜后,膜的拉伸强度、憎水性得到了明显的改进,特别是用于干混砂浆后吸水率得到大幅度下降。







